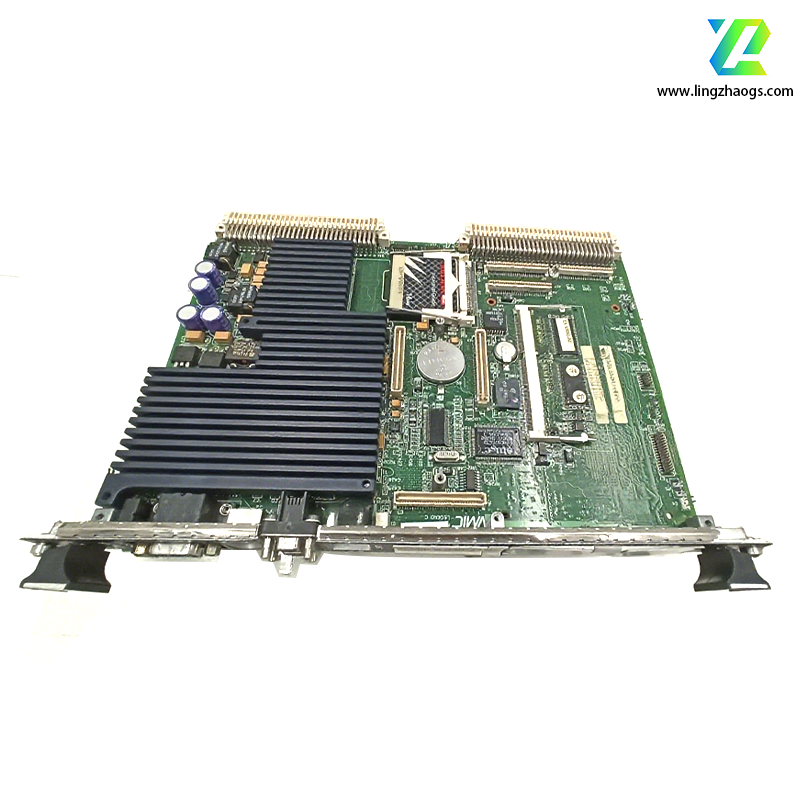
The IS220PRTDH1A is an RTD (Resistance Temperature Detector) input module from GE's Mark VIe series control systems. It is primarily used to collect temperature signals from industrial sites (especially those measured by RTD sensors) and convert them into digital signals recognizable by the control system. It provides critical data support for temperature monitoring and protection of large rotating machinery such as gas turbines and steam turbines. Below is its detailed information:
- Module Type: RTD input module, an analog input module of the Mark VIe system, specializing in processing resistance temperature detector signals.
- Number of Channels: Typically includes multiple independent input channels (specific quantity refers to detailed specifications, typically 8 channels), allowing simultaneous connection of multiple RTD sensors.
- Supported RTD Types: Compatible with various industrial standard RTDs such as PT100, PT1000, Cu100, etc., meeting the needs of different temperature measurement scenarios.
- Measurement Range: Varies according to RTD type, with a typical range of -200°C to 850°C. Accuracy is usually within ±0.1°C to ±0.5°C (depending on specific configuration).
- Signal Processing: Equipped with high-precision signal conditioning circuits and A/D converters, which can filter and linearize RTD signals to ensure the accuracy of measured data.
- Communication Interface: Communicates with the CPU module via the Mark VIe system backplane bus, transmitting collected temperature data in real-time.
- Power Requirement: Powered by a system power module with DC voltage (typically 24VDC), with power consumption adapting to system power specifications.
- Operating Environment:
- Operating temperature: 0°C to 55°C
- Storage temperature: -40°C to 85°C
- Humidity: 5% to 95% RH (non-condensing)
- Anti-interference capability: Features optical isolation and electromagnetic shielding design, adapting to strong industrial interference environments.
- High-Precision Temperature Acquisition: Signal processing circuits optimized for RTD sensor characteristics ensure measurement accuracy over a wide temperature range, meeting the strict requirements for temperature monitoring of turbines and other equipment.
- Channel Independence: Input channels are isolated from each other (supported by some models), avoiding signal interference between channels. A fault in one channel will not affect the normal operation of other channels.
- Self-Diagnosis and Fault Alarm: Equipped with channel fault detection (e.g., sensor disconnection, short circuit) and internal module fault diagnosis functions. Alarm information can be sent to the main controller via the system bus for quick troubleshooting.
- Redundancy Support: Configurable as a redundant module architecture, forming a hot backup with another identical module to improve the reliability of the temperature acquisition system.
- Strong Compatibility: Specifically designed for the Mark VIe control system, it seamlessly integrates with the same series of CPU modules (e.g., IS200CPUH1B) and I/O modules. It supports parameter configuration and calibration via ControlST software.
- Temperature monitoring of key components such as stators, rotors, and bearings of gas turbines and steam turbines.
- Temperature acquisition of generator set cooling systems and exhaust systems in thermal power plants and combined cycle power plants.
- Temperature monitoring and protection of high-temperature components in large industrial equipment in petrochemical, metallurgical, and other industries.
- Serving as a temperature signal acquisition node in the Mark VIe system, providing data basis for control logic such as equipment start/stop, load adjustment, and fault protection.
- Exclusively applicable to the GE Mark VIe control system, requiring compatibility with system backplanes, power modules, and main controllers.
- Supports RTD type selection, measurement range setting, filter parameter adjustment, and calibration operations via ControlST software, ensuring measurement accuracy meets on-site requirements.
- Collected temperature data can be uploaded to the main controller in real-time, participating in control algorithm operations, or enabling remote temperature monitoring and historical data recording through SCADA systems.
Through reliable RTD signal acquisition and processing capabilities, this module provides accurate data support for temperature monitoring of large industrial equipment, serving as an important component to ensure safe and stable operation of equipment.